Designing the chasis for final project
Design
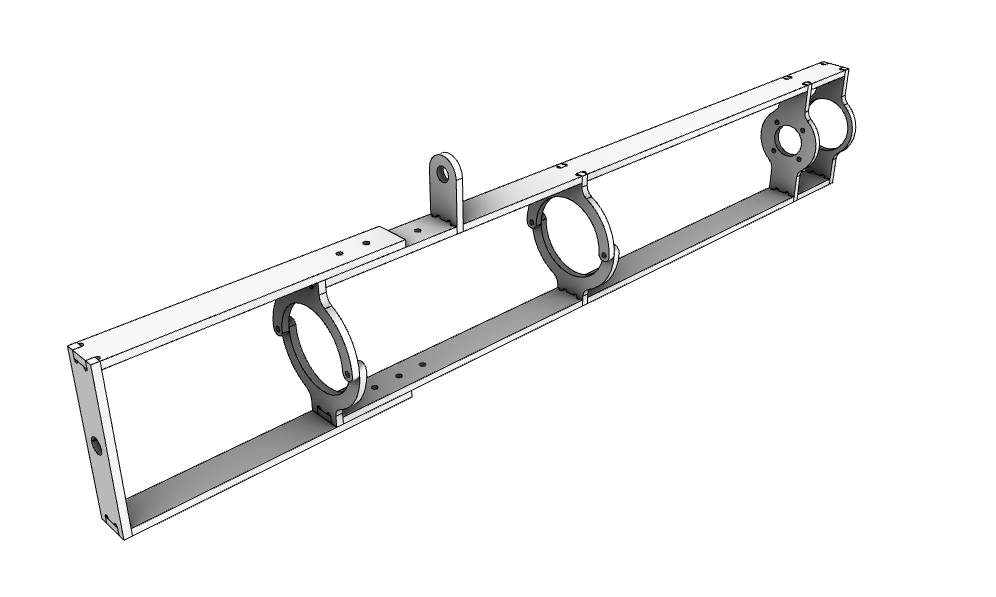
My final project needs a hard frame for making the extruder work, so I decided to make it out of aluminium. I got 1/4" by 3" aluminium plate. It was 180cm long, and I made all the parts in my design to interlock
using a 6.5 width tolerance. This is the design. The aluminium will hold everything together.
The idea is to make all the interlocking with cutouts in corners, which need to be sized according to the diameter of the endmill. Since I'll be using a 3/16" endmill, then the cutouts must be a bit bigger than that.
Everything will be held together with M5 screws. The assembly detail will look like this:
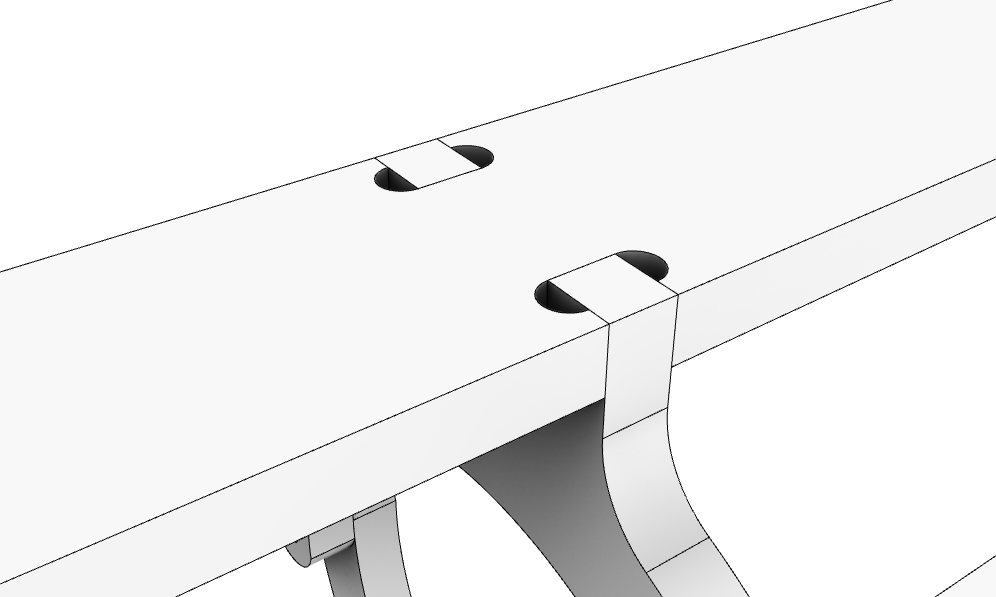
It's important to note that I gave it a tolerance. Also, I waited until I had my material to measure its exact width.
- material width: 6.3mm
- slot width: 6.45mm
- fit: very snug, but not impossible to get in.
- runout: 0.15mm
- mill slot arc radius: 3.3mm
Nesting
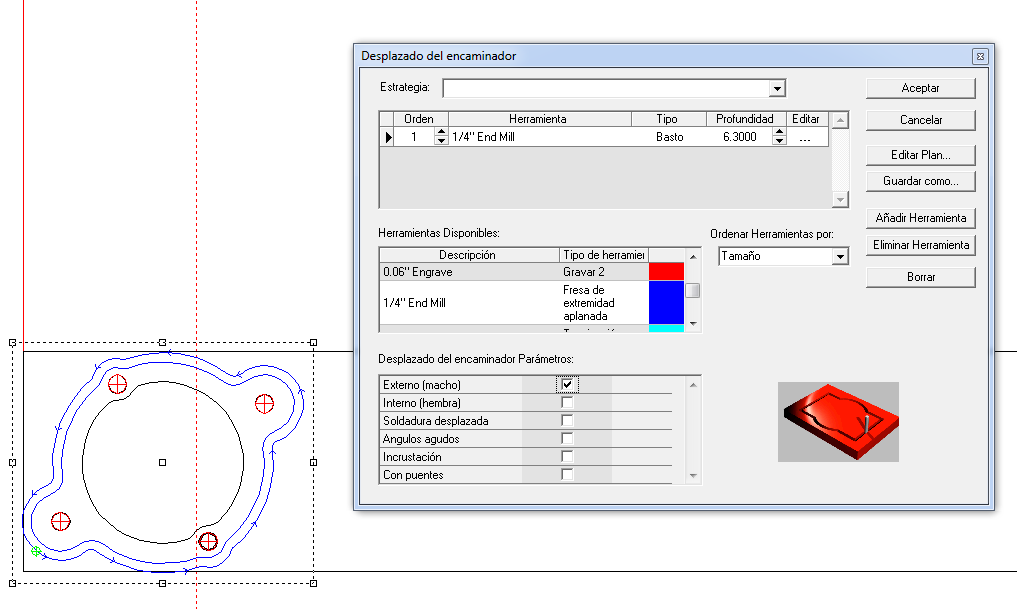
After that, I nested the parts on the outline of my available sheet, taking care of having enough space for the endmill to cut well between parts.

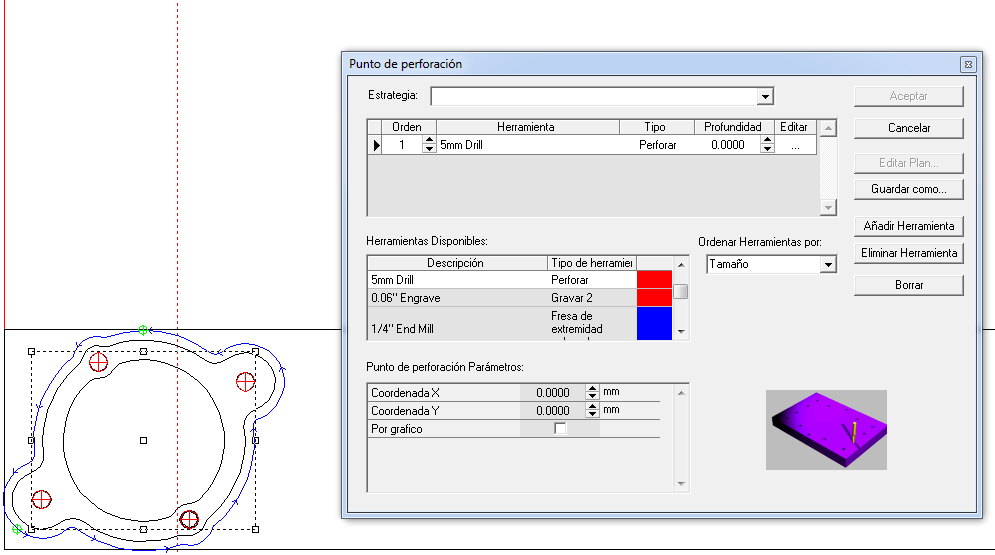
Toolpathing
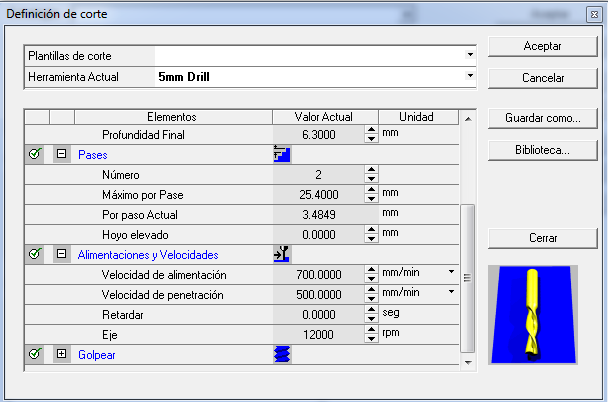
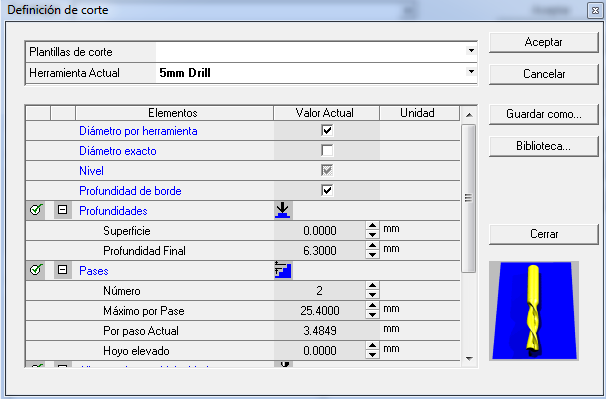
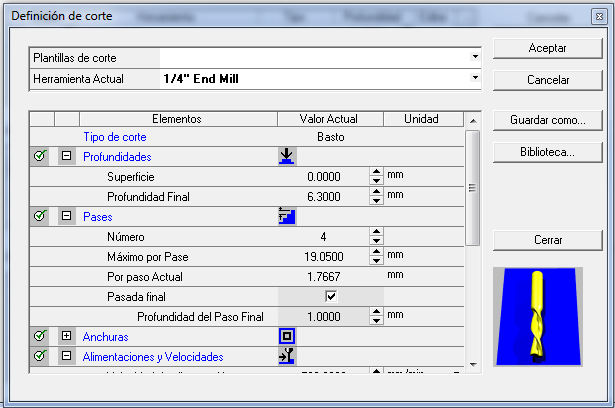
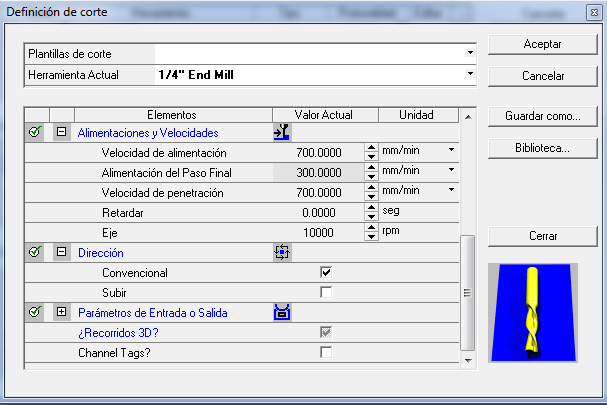
I used enRoute to make the toolpathing and cut file. I used the following settings:
- tool 1/4" square endmill, 1 flute, upcut
- passes 6 passes, 1.2mm depth per pass
- rpm 10000rpm
- speed 10 mm/seg